
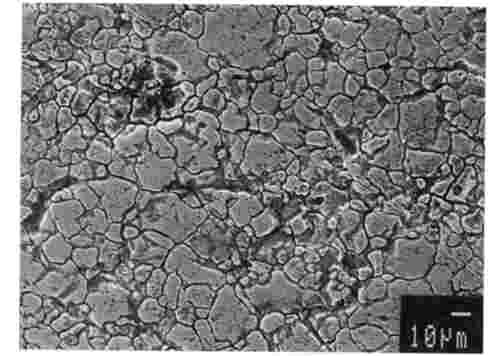
Intergranular attack is caused by the formation of chromium carbides (Fe,Cr)23C6 at grain boundaries, reducing the chromium content and the stability of the passive layer on stainless steels.
This type of corrosion was previously a potential risk for stainless steel because of its high carbon content. However, with modern steel making methods, it has become possible to make stainless steels with lower carbon content (below 0.03%) especially with the use of AOD (Argon Oxygen Decarburization). Lower carbon content helps to significantly reduce the possibility of intergranular corrosion. However, this type of corrosion can occur, when stainless steel are exposed to temperatures in the range 550–850 °C. In this temperature range chromium carbides precipitate in the grain boundaries.
The resultant areas of lowered chromium content adjacent to the grain boundaries have less resistance to corrosion. Welding operations, for example, may leave an area near the welds in such a corrosion-susceptible or “sensitized” condition. The intergranular corrosion of a sensitized steel can be insidious, in that after such attack the steel sometimes appears relatively sound, but on more detailed examination may be found to possess very little strength. A steel which has been sensitized (either by heat treatment or by welding) will be seriously subject to intergranular corrosion only in certain specific environments. Table I lists some corrosion environments which have been reported to cause such attack.
Increasing carbon content tends to increase susceptibility to sensitization. Holding the carbon content to a maximum of .03 per cent, as in Types 304L and 316L, is sufficient to avoid sensitization during welding and stress relief annealing, but a further reduction to .02 per cent maximum is required if there is to be continued operation in the sensitizing temperature range’s. Additions of titanium or columbium also serve to inhibit the development of sensitization. These elements form carbides more readily than chromium and thus diminish depletion of the latter along grain boundaries. Therefore, if the low carbon grades are not used, Types 321 and 347 are recommended for use in corrosive environments which may cause intergranular attack where welded construction is employed and annealing is not practical. Titanium is reactive with gases at welding temperatures so that it is partially lost during welding. Type 347, containing the less reactive columbium, is usually employed for weld rods in such applications.
How to avoid Intergranular Corrosion?
- Use low carbon grades, below 0,03% for austenitics.
- Use stabilized grades for ferritics and austenitics. Solution annealing at 1,000–1150 °C followed by rapid cooling in water or air (at 1050°C all the carbides are dissolved).
Specifications for Intergranular Corrosion Test
- ASTM A923 Intergranular Corrosion Testing of Duplex Stainless Steel
- ASTM A262 Intergranular Corrosion Testing of Stainless Steels
All materials stocked and supplied by Metline Industries pass the IGC Test. All materials, are accompanied with Mill Test Reports, and on Customer Requests, we can also offer additional Test Report for IGC Test, from Certified NABL Approved laboratories.
Metline Industries is a leading stockholder and processor of aluminium, nickel, titanium and stainless steel alloys in various forms including pipes, plates, fittings, flanges, and relate piping accessories. We are India’s leading steel pipes supplier and steel plates suppliers, with exports to over 50 countries worldwide. Our key products include stainless steel plates, stainless steel sheets, stainless steel coils, aluminium plates, aluminium sheets, stainless steel pipes, stainless steel pipe fittings, stainless steel bars, stainless steel angles, stainless steel rods and stainless steel flanges. We are India’s leading manufacturer of pipes fittings, with exports to Amercia, Europe, Saudi Arabia, Qatar, Kuwait, and various other Middle East Nations.




Leave A Comment